

微生物高密度发酵是指通过优化培养条件和工艺策略,使微生物在发酵罐中达到极高生物量密度的技术。这种技术在工业生物制造中至关重要,因为在相同的发酵体积下可以显著提升生产率,降低水耗和能耗。然而,尽管该技术已取得长足进步,其技术边界仍受多重物理、化学和生物因素制约。
氧气传递效率

当前高密度发酵的核心技术边界首先在于氧气传递效率的瓶颈。对于好氧微生物而言,高细胞密度下微生物的氧气需求急剧上升,但水中氧气溶解度极低(约8 mg/L),常规搅拌罐式反应器的氧传递速率(OTR)难以满足需求,导致溶氧(DO)快速下降、生长受限甚至代谢转向厌氧路径产生有害副产物如乙酸。Shiloach等人的研究指出在实验室规模下,E. coli等细菌可通过优化达到约190 g/L,但工业规模时,由于比表面积显著降低,生长密度通常常停留在50–100 g/L左右。此外,高密度培养还会引发粘度增加,进一步阻碍气液传质和混合均匀性。Lunson等人的论文指出高黏度会降低kLa,形成“dead zones”,即使整体DO控制良好,仍会出现微观氧梯度,导致代谢偏移。
热量消散
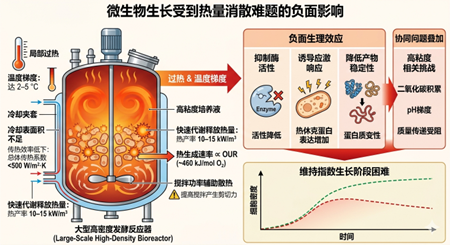
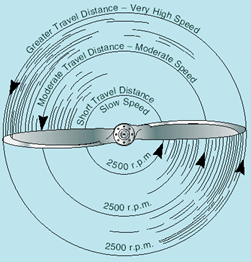
与氧气传递密切相关的另一个边界是热量消散难题。高密度发酵过程中,微生物快速代谢释放大量热量(热产率可达10–15 kW/m³),热生成速率与氧利用速率(OUR)成正比(约460 kJ/mol O₂),而大型反应器散热能力受限于冷却表面积和传热效率(总体传热系数通常<500 W/m²·K),易形成2–5 °C温度梯度或局部过热。在高粘度培养液中,这一问题尤为突出,因为搅拌功率虽能辅助散热,但提升搅拌速度又会产生剪切力损伤细胞膜,造成额外生理压力。此外,粘度提升的同时,二氧化碳积累,pH梯度以及质量传递等因素问题会叠加,致使整个过程难以维持指数生长阶段。
代谢层面
代谢层面的边界体现在营养限制、产物抑制和细胞应激上。高密度下,底物过量投喂易引发溢流代谢,葡萄糖过量导致乙酸积累,乙酸浓度达2 g/L即可显著抑制生长速率20–50%,而抑制性代谢物如氨或有机酸的积累则进一步降低生物量产量。细胞还面临渗透压升高的危害,渗透压>600 mOsm/kg时,维持能耗增加5–30倍。此外,工业规模诱导后蛋白酶活性剧烈上调,在72小时的发酵中,蛋白酶活性增强5–10倍,可能降解20–40%的目标产物。
放大方法
放大方法是高密度发酵从实验室向工业过渡不可忽视技术难点。小试中高效的参数(如kLa值300–500 h⁻¹)在大型罐中难以复现,因为混合时间在实验室中仅为2–5 s,但是工业规模(10000 L以上)的却需要数分钟。传统搅拌罐的机械反应器,100 L放大至100 000 L时功率需求可增加2000倍、纯氧使用成本(能耗显著增加)以及下游处理中高密度培养液的分离难度,也构成了经济和技术上的实际壁垒。尽管已有报道通过加压搅拌罐等特定反应器实现酵母或细菌超过200 g/L的密度,但这些往往局限于特定菌株和实验室条件,普适性和可重复性仍待突破。
要破解这些技术边界,首先需从菌株层面入手,通过代谢工程和合成生物学改造微生物本身。例如,敲除乙酸合成相关基因或优化三羧酸循环通量,可显著降低溢流代谢;引入耐渗透压、耐氧化应激的转录因子或膜工程策略,提升细胞对高密度环境的鲁棒性。工艺策略的优化是破解边界的另一关键路径。采用补料分批(fed-batch)培养模式,通过指数喂料、DO-stat或pH-stat等精确控制策略,将比生长速率维持在乙酸生成阈值以下,避免底物积累。反应器工程和工程技术的进步则直接针对物理边界提供解决方案。使用加压搅拌罐可成倍提升氧传递速率;优化搅拌桨设计和外部热交换循环,能同时改善混合、传热效率,降低剪切损伤和能耗。规模放大时,引入实时在线监测,如光学密度传感器、生物传感器动态调整参数,减少梯度效应,确保小试工艺在工业罐中稳定复现。
总体而言,高密度发酵的技术边界虽仍存在,但通过菌株-工艺-装备的多维度协同创新,在精准控制和合成生物学驱动下,有望实现密度和产率的革命性跃升,为工业生物制造注入更强劲动力。
参考文献
Shiloach J, Fass R.Growing E. coli to high cell density–a historical perspective on method development.[J]. Biotechnology Advances, 2005, 23(5):345-357
Lunson MAG. Establishment of High Cell Density Fed-Batch Microbial Cultures at the Microwell Scale (University College London).2021
Hewitt C, Nienow A. The scale-up of microbial batch and fed-batch fermentation processes[J]. Advances in Applied Microbiology, 2007, 131
Restaino OF, Cimini D, Rosa MD, et al. High cell density cultivation of Escherichia coli K4 in a microfiltration bioreactor: a step towards improvement of chondroitin precursor production[J]. Microbial Cell Factories, 2011, 1-10
Varela CA, Baez ME, Agosin E. Osmotic stress response: quantification of cell maintenance and metabolic fluxes in a lysine-overproducing strain of Corynebacterium glutamicum[J]. Applied and Environmental Microbiology, 2004, 4222-4229
Jordan GL, Harcum SW. Characterization of up-regulated proteases in an industrial recombinant Escherichia coli fermentation[J]. Journal of Industrial Microbiology & Biotechnology, 2002, 28(2):74-80
Garcia-Ochoa F, Gomez E. Bioreactor scale-up and oxygen transfer rate in microbial processes: An overview[J]. Biotechnology Advances, 2009, 27(2):153-176
Bioreactor Scale-Up Criteria Compared: Which One Should You Use? Bioprocess Tools Blog. 2024
*本文仅代表作者本人观点,不代表本站立场,内容仅出于信息传播和交流目的;不代表我们绝对认同相关宣称,也不支持任何产品销售。
*如若本站内容侵犯了原著者的合法权益,或不愿在本站发布,请联系我们进行处理。
*本站原创内容转载无需联系,注明出处即可。
*联系我们:iNEWFOODCOM@GMAIL.COM